您现在的位置是:主页 > 区块链 >
软氮化常见缺陷全解析:脱碳、渗层浅、色变的综合解决方案
2026-03-06 21:43区块链 人已围观
简介一、软氮化工艺核心价值与缺陷影响 软氮化(低温氮碳共渗)作为高效表面强化技术,通过 520-580℃低温处理,使工件表面形成 ε 相 /γ` 相复合渗层,显著提升耐磨性与抗咬合能力。但...
一、软氮化工艺核心价值与缺陷影响
软氮化(低温氮碳共渗)作为高效表面强化技术,通过 520-580℃低温处理,使工件表面形成 ε 相 /γ` 相复合渗层,显著提升耐磨性与抗咬合能力。但生产中脱碳、渗层浅、色变等缺陷易导致产品硬度不足(0.2)、渗层深度不达标(<0.07mm),直接影响工件使用寿命与批次合格率(传统工艺合格率仅 70%)。
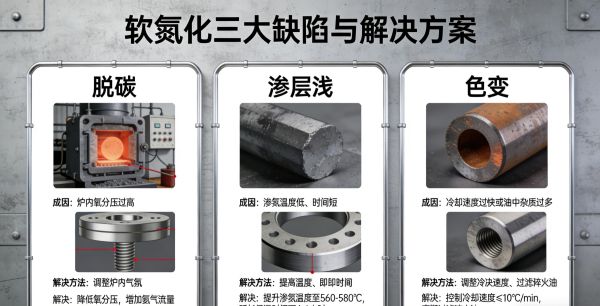
二、三大核心缺陷:成因解析与解决方案
(一)脱碳缺陷:气氛控制是关键
成因:
炉内气氛氧含量超标(水蒸气、空气渗入),导致 Fe-C 反应生成 CO/CO₂
新氮化罐未退氮或久用积碳,释放氧化性气体
甲醇滴量异常(过多 / 过少),破坏碳势平衡
综合解决方案:
气氛精准控制:
采用露点仪实时监测,确保加热区露点≤-40℃(GB/T 38749-2020 标准)
推行三段式氨流量动态调节:A 段(55-60min,500-600L/h)→B 段(55-60min,1000-1500L/h)→C 段(55-60min,1500-2000L/h),控制氨分解率 35-50%
预处理优化:
新罐 / 旧罐均需退氮处理(570℃保温 2h),去除表面氧化物
工件入炉前经脱脂→酸洗→吹干,避免油污残留引发局部脱碳

补救措施:
轻度脱碳(≤0.02mm):调整氨流量至 1800-2000L/h,补渗 30-40min
严重脱碳:去除脱碳层后重新氮化,配合甲醇滴量 160-180 滴 /min 提升碳势
(二)渗层浅缺陷:温度 - 时间 - 流量协同优化
成因:
处理温度低于 560℃或保温时间不足 2h
氨分解率异常(>55% 或 5%),氮势不足
装炉过密(间距 < 5mm),气流循环受阻
综合解决方案:
工艺参数校准:
温度稳定在 570±5℃(软氮化最优温度区间),保温时间控制 2.5-3h(超 2.5h 后渗层增长速率骤降)
装炉量≤320 件 / 炉(φ1100mm×1000mm 炉膛),工件间距≥8mm,确保气流均匀接触
氮势动态调节:
通过红外氨气分析仪实时监测分解率,当分解率 > 55% 时,提升氨流量 50-100L/h
采用 “低 - 中 - 高” 三段流量模式,延长表面氮饱和时间,促进氮原子扩散
设备保障:
定期检查炉体密封性(炉压维持 13-16CM 水柱),更换老化密封件
每月校准温度仪表,确保加热区温差≤±5℃
(三)色变缺陷:冷却与表面清洁度管控
成因:
冷却速度过快(水冷)导致氧化色(蓝黑 / 灰黑)
气氛中含硫、氯等杂质,形成异色化合物
工件表面预处理不彻底,残留氧化皮 / 油污
综合解决方案:
分级冷却工艺:
氮化后先空冷至 300℃,再转入油冷(油温 60-80℃),避免快速氧化
排气期氨流量 300-400L/h,停止甲醇滴加,减少残留碳氢化合物分解
气氛净化处理:
氨气纯度≥99.9%,定期更换干燥器(吸附水分 / 杂质)
每炉生产后通入氮气吹扫炉膛 15min,清除残留杂质
表面后处理:
色变工件经 800# 砂纸轻度抛光,去除表面氧化层(≤0.01mm)
关键件可采用 “氮化 + 低温氧化” 复合工艺,形成均匀黑色保护膜
三、工艺优化体系:从预防到验证
控制维度 | 关键措施 | 验证标准 |
设备保障 | 露点仪 + 氨分解率分析仪 + 温度校准(每月 1 次) | 露点≤-40℃,温度偏差≤±5℃ |
工艺文件 | 按钢种(35 钢 / 合金钢)定制参数表 | 渗层深度 0.1-0.3mm,硬度≥450HV0.2 |
过程监测 | 每炉抽样 3% 检测硬度,1% 检测渗层深度 | 批次合格率≥93%(专利工艺可达 93.75%) |
环保要求 | 氨气回收装置 + 废气燃烧处理 | 尾气排放符合 GB/T 38749-2020 标准 |
四、工程案例:35 钢盖板软氮化优化效果
某机油泵盖板(4mm 厚 35 钢)采用传统工艺时,渗层浅(0.05mm)、硬度低(420HV)、合格率 70%。应用本文方案后:
采用三段氨流量控制(550→1200→1500L/h)
温度稳定 570℃,保温 2.5h
装炉间距 10mm,排气期油冷
优化后:渗层深度 0.08-0.12mm,硬度 480-520HV,合格率提升至 93.75%,能耗降低 25%

Tags: